
Haga clic en la imagen para ver el vídeo de producción.
Estimados clientes, amigos y colegas, ¡hola!
Soy Zhang de H T Mould y este es uno de nuestros proyectos recientes representativos: desarrollo de moldes y optimización de la producción en masa para una caja de embalaje de chocolate transparente PS. Este molde utiliza un Diseño de 8 cavidades. para una caja de chocolate transparente con requisitos exigentes en cuanto a acabado superficial, consistencia dimensional y eficiencia de moldeo.
A través de este proyecto, resolvimos problemas comunes de las piezas transparentes, como marcas de flujo y burbujas, y al mismo tiempo logramos una fuerte estabilidad de la producción en masa. El caso se organiza en torno características del producto, análisis de flujo de moldes, diseño de moldes, ajuste de procesos y datos de producción.
El cliente necesita producir unCaja de embalaje de chocolate cuadrada, el material es PS (poliestireno),RequerirAlta transparencia, sin marcas de flujo visibles, sin burbujas, sin rayas plateadas, espesor de pared uniforme y dimensiones de apertura y cierre estables. Se espera que la producción seaMás de 500.000 piezas por mes, por lo que recomendamos utilizar1 de cada 8 soluciones de moldes de canal caliente, para mejorar la eficiencia y reducir el coste unitario.
El material PS en sí tiene buena fluidez, pero su transparencia es extremadamente sensible al proceso: si la temperatura es demasiado alta, se degradará fácilmente y se volverá amarillo, mientras que si la temperatura es demasiado baja, producirá tensiones internas o marcas de flujo; si la velocidad de inyección es demasiado rápida, se producirán marcas de pulverización y si la velocidad de inyección es demasiado lenta, las marcas de soldadura serán evidentes. Esto plantea requisitos más altos en el diseño de moldes y el proceso de moldeo por inyección.
Antes de abrir oficialmente el molde, utilizamos Moldflow para realizar un análisis completo del flujo del molde. Las imágenes en el archivo adjunto son los resultados del análisis en ese momento. Seleccionaré algunos puntos clave de los que hablar:
1. Análisis del tiempo de llenado (Tiempo de llenado = 0,4729 s)
El tiempo de llenado se controla en aproximadamente 0,47 segundos, el llenado de cada cavidad está básicamente equilibrado y la diferencia entre el tiempo de llenado máximo y mínimo se controla dentro del 10%, lo cual es ideal para un molde de múltiples cavidades con 1 de 8.
2. Distribución de temperatura del molde
A juzgar por la "temperatura del metal del circuito" (31,7 ~ 31,9 °C) y la "temperatura del refrigerante del circuito" (25,65 ~ 26,30 °C), la ruta del agua de refrigeración está razonablemente diseñada y la diferencia de temperatura de la superficie del molde se controla dentro de 1 °C, lo cual es muy crítico para evitar la deformación y la contracción desigual de las piezas PS transparentes.
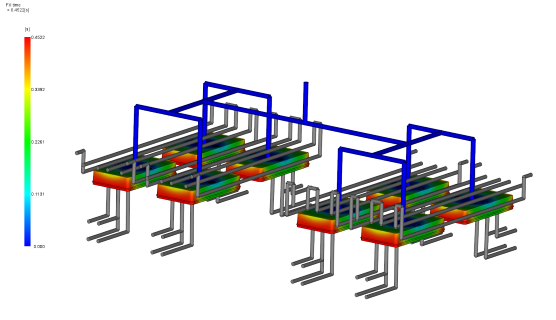
3. Temperatura de la superficie del canal caliente (41,88 ºC)
La temperatura de la punta del canal caliente se controla adecuadamente para evitar que entre material frío en la cavidad del molde y reducir la aparición de marcas de flujo.
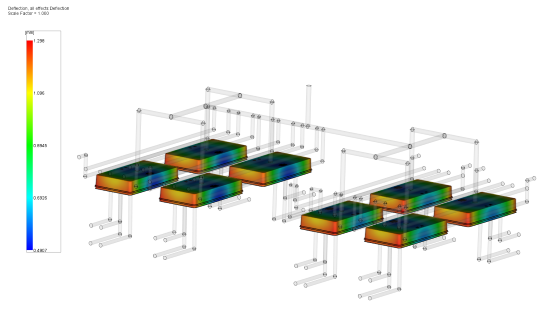
4. Análisis de deformación por alabeo. (Deflexión 0,8945 mm → 0,4907 mm)
La deformación del plan inicial era demasiado grande. Al ajustar la posición del canal de agua de refrigeración y optimizar la curva de mantenimiento de presión, controlamos la deformación final dentro de 0,5 mm para cumplir con los requisitos correspondientes de la caja de embalaje.
El análisis del flujo del molde nos permite evitar de antemano al menos tres riesgos:Llenado desequilibrado, sobrecalentamiento local y alabeo excesivo. Esta es también la razón por la que en H T Mould insistimos en "analizar primero y luego abrir el molde".
Con base en los resultados del análisis, determinamos las siguientes soluciones de moldes:

El equipo de producción en masa es la máquina de moldeo por inyección Aotai. Separamos las siguientes configuraciones clave de los parámetros de producción reales del accesorio:
A juzgar por los 10 ciclos de producción consecutivos registrados en el archivo adjunto:
| ciclo | Tiempo(s) de llenado | Tiempo(s) de cierre del molde | Tiempo(s) de apertura del molde | Ciclo(s) total(es) | velocidad media de inyección | Presión máxima de inyección (bar) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
El archivo adjunto muestra el uso de inyección multietapa (P1/P2/P3):
- P1: 65 bares, 65%
- P2: 100 bares, 70%
- P3: 0 barras, 0%
Se adopta el "Modo de retención" para mantener la presión, lo que reduce eficazmente la contracción.


Durante la etapa de prueba del molde, nos encontramos con varios problemas típicos:
Problema 1: aparecen ligeras marcas de flujo en algunas cavidades
→ Ajustar el equilibrio de temperatura del canal caliente. Después de la inspección, se encontró que la relación de calentamiento de la boquilla número 2 era baja (9,1%). Después de la corrección, la temperatura de cada cavidad fue constante y las marcas de flujo desaparecieron.
Problema 2: Hay tensión en la superficie del producto durante el desmoldeo
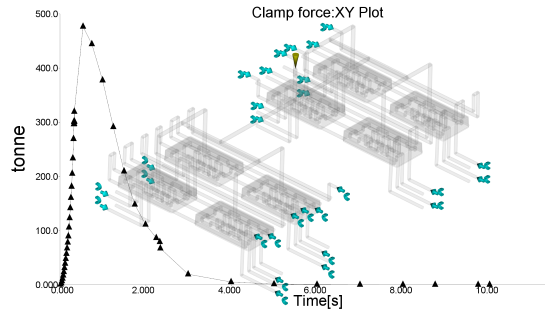
→ Aumente el número de expulsiones y optimice la disposición del pasador de expulsión, al tiempo que reduce el valor final de la presión de sujeción y reduce la fuerza de sujeción.
Problema 3: el ciclo es demasiado largo (más de 12 segundos)
→ Optimice el flujo de agua de enfriamiento, reduzca el tiempo de enfriamiento de 4,5 segundos a 3 segundos y ajuste la curva de velocidad de apertura del molde (consulte "Rampa de velocidad inicial / Rampa de velocidad final" en el archivo adjunto), de modo que el ciclo se estabilice en 9,4 segundos.
En la actualidad, este conjunto de moldes ha estado funcionando de manera estable durante más de12000 modos, con 8 cavidades por molde, la tasa de rendimiento aumentó del 98,5% en la etapa inicial de prueba del molde a99.8%. Los principales resultados son los siguientes:
| índice de capacidad | Valor |
|---|---|
| ciclo de moldeo | 9,4 segundos/modo |
| Número de piezas por módulo | 8 piezas |
| Capacidad máxima teórica de producción diaria (24h) | Aproximadamente 73.500 piezas |
| Capacidad de producción diaria real (85% de eficiencia) | Aproximadamente 62.000 piezas |
| Rendimiento | 99.8% |
La apariencia de las piezas transparentes es aprobada por el cliente.Inspección completa, sin marcas de flujo, burbujas, vetas plateadas, el tamaño CPK alcanza1.33 y superior, cumple plenamente con los requisitos de coincidencia de cajas de embalaje.
Comentarios de los clientes, este conjunto de moldes.estabilidadyRendimiento de transparenciaSuperando las expectativas, la combinación de una producción de un solo molde de 8 piezas y un ciclo rápido de 9,4 segundos ha reducido en gran medida el coste de una sola pieza y ha añadido un segundo conjunto de pedidos de moldes del mismo tipo.
Este proyecto reforzó varias lecciones prácticas para moldes PS transparentes de múltiples cavidades:
1. El análisis del flujo del molde no es sólo una formalidad, que determina directamente la posición de la puerta, el equilibrio de enfriamiento y el control de alabeo. Los datos analíticos de este molde son muy consistentes con los parámetros de producción en masa.
2. Precisión del control de temperatura del canal calienteEs el salvavidas de las piezas transparentes. Es indispensable para el control PID independiente de cada zona, la función de conservación del calor y el precalentamiento sincrónico.
3. La velocidad de inyección debe ser “rápida pero no caótica”, PS las piezas transparentes son adecuadas para el llenado a velocidad media y alta, pero se debe evitar la inyección, por lo que adoptamos una curva de inyección de varias etapas.
4. equilibrio de enfriamientoMás importante que simplemente bajar la temperatura del molde es que la diferencia de temperatura de la superficie del molde debe controlarse dentro de 1 °C para garantizar la consistencia de múltiples cavidades.
5. Eyección y escapeLos detalles determinan la estabilidad a largo plazo, no simplifican el sistema de expulsión para ahorrar costos.
Un último punto que añadir: muchos colegas tienden a confundir "número de moldes" y "número de piezas" al calcular la capacidad de producción de moldes de múltiples cavidades. Tomemos este caso como ejemplo:
- Tiempo de ciclo 9,4 segundos → 383 moldes por hora → 8 piezas por molde → 3.064 artículos por hora
- El valor teórico es de unas 73.500 piezas en 24 horas al día. La producción real tiene en cuenta los cambios de molde, la limpieza de la máquina, las inspecciones de calidad y otros factores, y se calcula en función de una tasa de funcionamiento del 85 %.La capacidad de producción diaria es de aproximadamente 62.000 piezas., estos son los datos reales y confiables de la capacidad de producción.
H T Mould se ha comprometido a proporcionar a los clientes "Análisis-Diseño-Prueba de molde-Producción en masa"Servicio de proceso completo. Aunque este conjunto de PS molde de caja de embalaje de chocolate transparente no es técnicamente el más complejo, esMolde de precisión transparente de múltiples cavidades.Un representante típico de. Espero que el intercambio de hoy inspire a todos.
Si tiene piezas transparentes similares, moldes multicavidades o productos con altos requisitos estéticos, no dude en ponerse en contacto con el equipo técnico de H T Mould. No sólo construimos moldes; También entendemos el proceso de moldeo por inyección detrás de una producción estable.
¡Gracias a todos!
——Gong Zhang de H T Mould