En el envasado de bienes de consumo, el rendimiento, la vida útil del molde y el coste de la pieza deciden el éxito. En octubre de 2024, H T Mould hizo una demostración de un molde de canal caliente de 8 cavidades para tazas de té de burbujas de 650 ml en la feria internacional de plásticos de Yakarta. La herramienta ejecuta un ciclo de 6 s sin etiquetado en máquinas de clase 400T y ha superado los 5 millones de disparos en el campo. Este artículo revisa los fundamentos técnicos y económicos.

El molde está dirigido al creciente mercado de comida para llevar de té con leche del Sudeste Asiático. Requisitos:
Molde de copa de alta cavidad de 8 cavidades entregado: datos clave:
| Artículo | Valor |
|---|---|
| Cavidades | 8 |
| Ciclo | 6 segundos |
| Tamaño del molde | 650×980×560 milímetros |
| clase de prensa | 400T-420T |
| PP temperatura de fusión | 310℃ |
| Temperatura del agua de refrigeración | 16–20℃ |
| Presión del agua de refrigeración | 0,5–0,6 MPa |
| vida garantizada | 3 millones de disparos |
| Vida típica (mantenida) | 5 a 6 millones de disparos |
Sin etiquetar, el vaso de 650 ml es una pieza de pared fina de fondo medio. El enfriamiento y el movimiento del molde marcan el límite.
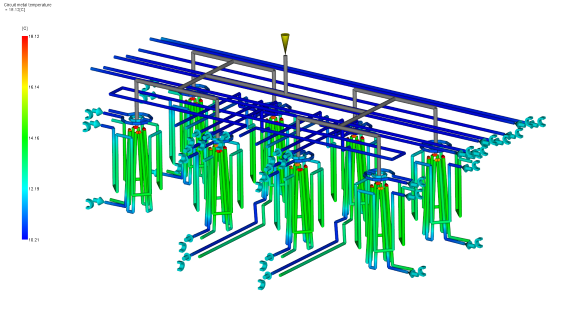
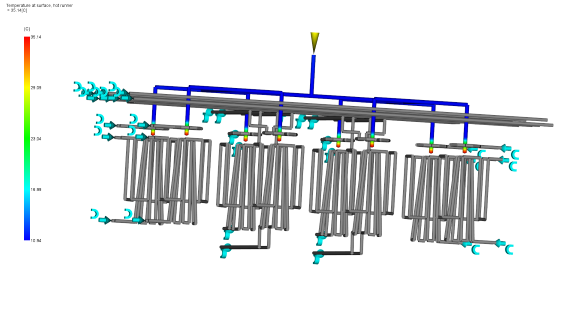
Enfriamiento conformado: Los canales 3D siguen la pared de la taza para eliminar el calor de manera uniforme. Temperatura de eyección medida ≤45 ℃: sin rejilla de enfriamiento secundaria.
Agua a alta presión: A 0,5–0,6 MPa y 16–20 ℃, el flujo es aproximadamente un 30 % mayor, lo que mejora la transferencia de calor.
Expulsión rápida con asistencia de aire: Evita la retención del vacío; eyección en ~0,6 s.
Acero: importado S136, HRC 52–54, con tratamiento criogénico para reducir la austenita retenida.
Piezas deslizantes: pasadores eyectores, correderas, pilares guía en aleación resistente al desgaste + DLC—~60 % menos de fricción.
Canal caliente: compuertas de válvulas multipunto, temperatura dentro de ±1 ℃, evitando babosas frías y sobrecarga local.

El agua de las plantas suele estar tibia (entre 16 y 20 ℃ ya es agua “fría”; en algunos sitios la temperatura alcanza ~28 ℃). El diámetro de canal más grande y los circuitos paralelos mantienen la superficie del molde entre 32 y 36 ℃ para que el tiempo de cristalización no se alargue.
Objetivo 90.000 unidades/día (24 h):
| Comparación | 4 cavidades | 8 cavidades |
|---|---|---|
| Ciclo | 5,5 segundos | 6 segundos |
| Producción diaria teórica | ~62,000 | ~115,000 |
| Diario real (85% de utilización) | ~53,000 | ~98,000 |
| Prensas necesarias | 2 | 1 |
| Inversión en equipos | 2×400T | 1×400T |
| Inversión en molde | 2 herramientas | 1 herramienta |
| Mano de obra (1 por prensa) | 2/turno | 1/turno |
| Energía por parte | línea de base +35% | base |
| Amortización de moldes (5M tiros) | 0,0001 EUR/pc por M disparos | 0,0001 EUR/pc por M disparos |
Conclusión:
Aunque el ciclo de 8 cavidades es 0,5 s más largo que el de 4 cavidades, la producción por máquina aumenta ~85 % y el costo total de la pieza cae ~28–32 %. Para una demanda superior a ~80.000/día, 8 cavidades es el punto económico ideal.

Octubre de 2024: el molde funcionó en vivo en una prensa local de 420 T durante 4 días, 10 h/día, ~190 000 tazas, sin tiempo de inactividad. Espesor de pared muestreado extendido ≤0,03 mm, redondez del borde ≤0,15 mm: adecuado para altura de apilamiento y cinta de sellado de tapa.
Varios envasadores de Indonesia, Filipinas y Malasia firmaron cartas de intención para tres moldes idénticos in situ.
Para alcanzar entre 5 y 6 millones de inyecciones:
Nota: Si el remolido excede ~30 % o el color del masterbatch cambia con frecuencia, espere una vida útil más cercana a 2,5 a 3 millones de disparos.
Esta herramienta de 8 cavidades y 650 ml muestra que con enfriamiento conformado, control de canal caliente y diseño resistente al desgaste, se pueden lograr ciclos de 6 s y una vida útil de más de 5 millones en prensas estándar en condiciones de enfriamiento tropical.
Para las fábricas del Sudeste Asiático que necesitan entre 80.000 y 120.000 tazas al día, se trata de una vía que exige poco capital y se amortiza rápidamente. Las opciones de diseño de refrigeración, expulsión y acero ahora están estandarizadas para una rápida adaptación a vasos de 500 ml, 700 ml y 900 ml.
(H T Mould: moldes para embalaje de alta cavidad, larga duración y entrega rápida. Contáctenos para revisión técnica o modelado de capacidad).