Autor: H T Mould Ingeniero senior de moldeo
Cuando recibimos la tarea de desarrollar este molde para tapa de caja de embalaje de alimentos, las demandas principales del cliente eran muy claras: el costo por cavidad debería ser bajo, el ciclo debería ser corto y la vida útil del molde debería ser estable. El producto tiene un diseño de ocho en uno y el material es PP de paredes delgadas con un espesor de pared de solo 0,35 a 0,45 mm, que es una pieza típica moldeada por inyección de paredes delgadas de alta velocidad.
En la industria del embalaje, los beneficios a menudo no provienen del precio de venta de un solo producto, sino de la cantidad producida por hora y la producción total durante todo el ciclo de vida del molde. Por ello, nos marcamos tres objetivos durante la etapa de diseño del molde:
A juzgar por los resultados, este conjunto de moldes ha superado por completo las expectativas.
 Haz clic en la imagen para ver el vídeo
Haz clic en la imagen para ver el vídeo
Se puede ver en los registros de producción reales:
| formando enlace | Valor del parámetro |
|---|---|
| tiempo de inyección | Aproximadamente 0,21 s |
| tiempo de espera | Extremadamente corto |
| tiempo de enfriamiento | 1,7s |
| Apertura y cierre del molde + expulsión | 3–4 segundos |
| ciclo único | 6,4–6,96 segundos |
Esto significa:
Este es el primer nivel entre los moldes para envases de pared delgada.
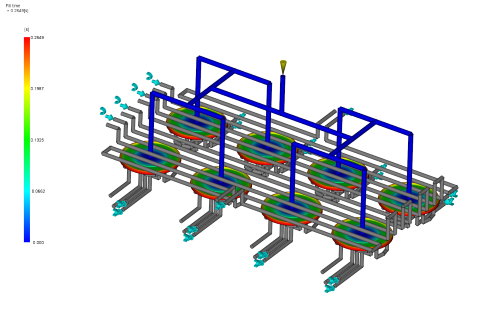
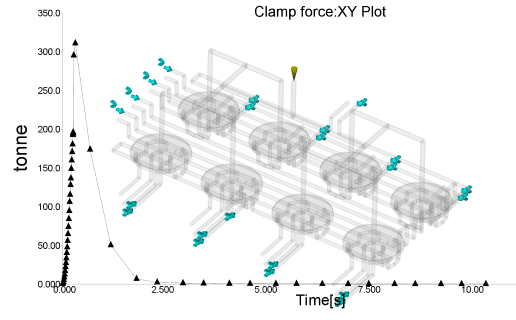
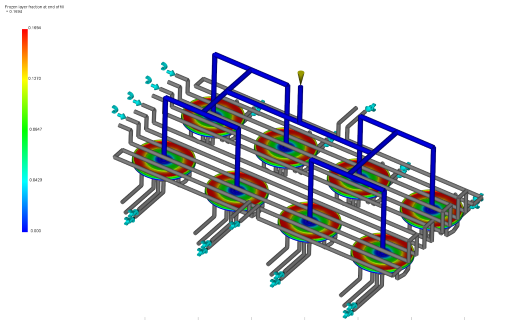
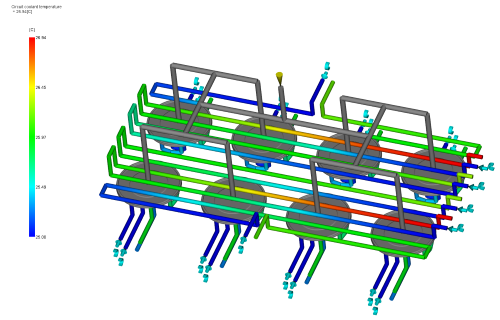
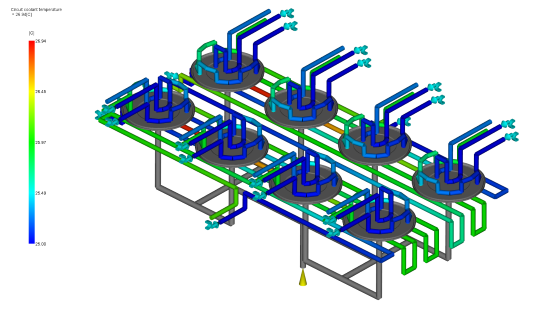
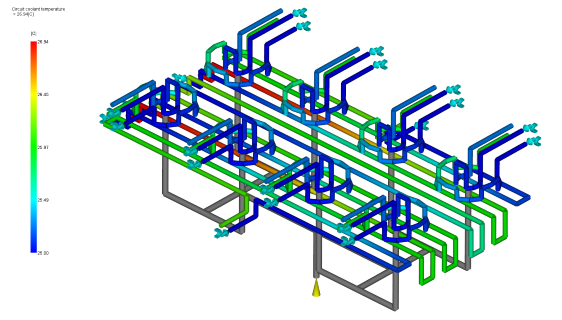
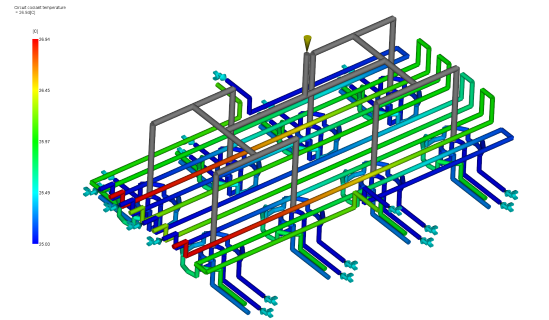
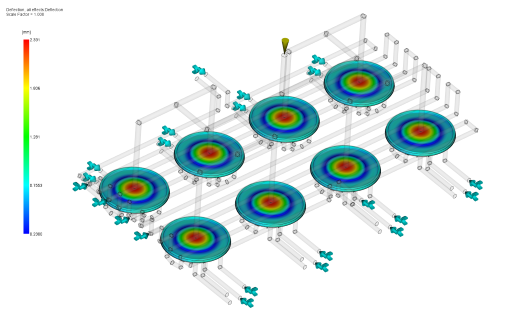
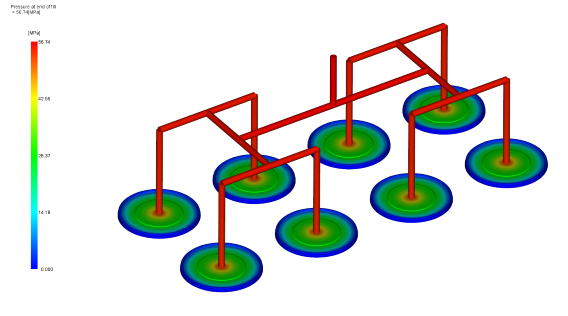
A partir de los datos del flujo del molde podemos confirmar varios puntos clave del diseño:
| Parámetros de flujo del molde | Valor/Característica | valor de diseño |
|---|---|---|
| temperatura constante del cristal | 26,8°C | El control de la temperatura del molde es extremadamente estable y reduce las fluctuaciones de contracción. |
| temperatura de aislamiento del circuito | 26mW/°C | Excelente diseño de equilibrio térmico para evitar el sobrecalentamiento local. |
| Curva de temperatura actual | liso | El sistema de calefacción responde rápidamente sin sobrepasarse |
| Curva de fuerza de sujeción | liso | La fuerza de sujeción tiene pequeñas fluctuaciones, lo que favorece un escape y un tamaño constantes. |
| presión de aire | 0,5 atmHg | Diseño de escape razonable para evitar aire atrapado |
Estos detalles determinan directamente la estabilidad del relleno de paredes delgadas. PP es propenso a tener marcas de flujo, subinyección o destellos bajo inyección a alta velocidad. Sin embargo, logramos un llenado constante de cada cavidad a través de un canal caliente de válvula secuencial multipunto + una zonificación de temperatura precisa.
Puede ver en la interfaz de parámetros de la máquina de moldeo por inyección:
| Parámetros de la máquina de moldeo por inyección | rango numérico |
|---|---|
| Presión de inyección | 85–95 barras |
| Mantener la presión | 30–40 barras |
| velocidad de inyección | 65–95% |
| contrapresión | 35 barras |
| Velocidad del tornillo | 144–624 rpm (diferentes etapas) |
Descripción de estos parámetros: Adoptamos la estrategia de inyección de alta velocidad y alta presión + mantenimiento de baja presión para garantizar la velocidad de llenado y evitar tensiones residuales.
La vida útil diseñada de este molde es de 3 millones de tiempos de moldeo y el uso normal real puede alcanzar de 5 a 6 millones de tiempos de moldeo. Calculamos en base a 5 millones de modos:
| artículo de costo | valor numérico | resultados de prorrateo |
|---|---|---|
| Inversión total en molde | 43,892-6.291 EUR (incluido el canal caliente, el procesamiento y la prueba del molde) | - |
| Costo del molde por 10,000 moldes | - | 87,78–12,58 EUR |
| Salida por molde | 8 productos | - |
| Costo del molde por 10,000 productos | - | 10,91-1,57 EUR |
En comparación con los 1,5-2 millones de moldes habituales en la industria, la dilución de costes se reduce en más del 40%.
Hemos desarrollado un plan de mantenimiento claro:
| Artículos de mantenimiento | frecuencia | evaluación de costos |
|---|---|---|
| Agregue aceite lubricante diariamente | 1 vez/día | extremadamente bajo |
| Compruebe y limpie la ranura de escape. | Cada 100.000 veces de molde | Baja (30 minutos) |
| Verifique la boquilla caliente, el resorte, el pasador eyector de gas y el bloque de desgaste. | Cada 1 millón de moldes | Medio (reemplazar según corresponda) |
En funcionamiento real, el coste total de mantenimiento por millón de módulos se controla entre 3.000 y 0.627 EUR, cifra muy inferior al promedio de la industria.
Los registros de producción muestran:
| Parámetros de producción | Rango estable | Valor artesanal |
|---|---|---|
| sitio de inyección | 92–95 mm | La repetibilidad del molde es extremadamente alta y la capacidad del proceso Cpk > 1,33 |
| Posición de espera | 47–48 mm | |
| Posición de fusión | 82–83 mm | |
| fluctuaciones cíclicas | ≤ 0,05 segundos |
Esto muestra que la repetibilidad del molde es extremadamente alta y la capacidad del proceso Cpk > 1,33. Entre los productos PP de paredes delgadas, se puede lograr una tasa de rendimiento de más del 99%, lo que significa que casi no hay pérdida de desperdicio y no hay necesidad de paradas y ajustes frecuentes.
Tomemos como ejemplo la producción diaria de 90.000 tapas:
| proyecto | rango numérico | ilustrar |
|---|---|---|
| precio de venta único | 0,015-0,0024 EUR | Común en la industria del embalaje. |
| valor de producción diaria | 1,379-0,2123 EUR | 11,287piezas × precio por pieza |
| Valor de producción mensual (25 días) | 33,86-5.347 EUR | - |
| Material(PP) | 0,0038–0,0006 EUR/pieza | - |
| Electricidad + Mano de obra | 0,0003 EUR/pieza | - |
| Asignación de moldes + mantenimiento | 0,0001 EUR/pieza | - |
| costo total por unidad | 0,0069–0.001 EUR | - |
| beneficio bruto por unidad | 0,0082–0,0013 EUR | - |
| Margen de beneficio bruto | 55–65% | - |
| ganancia bruta por día | 752,44-117,95 EUR | - |
| ganancia bruta por mes | 18,811-2.831 EUR | - |
Este conjunto de moldes generalmente recupera toda la inversión en moldes en 3 o 4 meses y luego es pura ganancia.
Muchos colegas se preguntarán: ¿No son fáciles de desgastar los moldes de paredes delgadas? Nuestra experiencia se resume en tres puntos:
Durante la operación de 3 millones de módulos, también encontramos algunos problemas típicos y los compartimos con nuestros pares:
| pregunta | razón | Contramedidas |
|---|---|---|
| El rebabas aumenta gradualmente | La ranura de escape está obstruida o la superficie de separación está desgastada. | Limpie la ranura de escape y lije la superficie de separación si es necesario. |
| Pago insuficiente parcial | La boquilla caliente está obstruida o el control de temperatura se desvía | Limpiar la boquilla caliente y calibrar el termopar. |
| Eyección desequilibrada | Eyector de gas o fatiga del resorte | Reemplace un juego cada 1 millón de veces de molde |
| El ciclo se hace más largo | Escala de enfriamiento o movimiento lento de la aguja de la válvula | Limpie la línea de agua y lubrique la aguja de la válvula. |
Estos no son grandes problemas, la clave es el mantenimiento preventivo en lugar de esperar a arreglar algo cuando se rompe.
Este conjunto de ocho PP moldes para tapas de envases de alimentos ha sido probado por hechos:
Alta eficiencia + larga vida útil + bajo mantenimiento = gran rentabilidad
Para las empresas de productos de embalaje, los moldes no son costes, sino activos.
Un buen juego de moldes no se trata de cuánto gastas para comprarlo, sino de cuánto dinero te ayuda a ganar cada día en tu fábrica.
H T Mould ha acumulado más de 15 años de experiencia práctica en este tipo de proyectos multicavidades de paredes delgadas. No solo proporcionamos moldes, sino que también brindamos soluciones de moldeo con el "menor costo por molde".
Si su producto también pertenece al tipo de paredes delgadas, gran volumen y bajo valor unitario, bienvenido a comunicarse. Te ayudamos a liquidar la factura.
H T Mould Centro Tecnológico
Centrarse en moldes de alta vida útil, alta eficiencia y alto retorno