He trabajado en la venta de moldes durante más de diez años y he visto a muchos clientes centrarse únicamente en el precio de compra sin tener en cuenta la pregunta más importante: ¿cuántas ganancias puede generar el molde una vez que está en funcionamiento? Este estudio de caso cubre un proyecto real de molde de base para contenedor de alimentos de 8 cavidades que entregó el resultado práctico que más interesa a los clientes: producción estable, alta eficiencia y bajo costo operativo. De la vacilación inicial del cliente a repetir pedidos más adelante, una lección quedó especialmente clara: un molde bien diseñado no es un gasto, sino un activo de producción.
Este producto es una base de recipiente para alimentos de pared delgada de PP (polipropileno). El moldeado de paredes delgadas es exigente por naturaleza: las secciones delgadas, la longitud del flujo largo y el llenado rápido imponen altas exigencias en el sistema de enfriamiento del molde, el diseño de ventilación y la estabilidad del canal caliente. El objetivo del cliente era sencillo: el molde tenía que soportar una producción constante, ofrecer un alto rendimiento, requerir un mantenimiento limitado y funcionar a largo plazo.
Recomendamos un diseño de 8 cavidades. Muchos proveedores se habrían detenido en 4 o 6 cavidades porque esas opciones parecían más seguras, pero después de evaluar el tamaño de la prensa del cliente, el área de la pieza proyectada y el comportamiento del flujo del PP de pared delgada, confiábamos en una solución de 8 cavidades. La razón es sencilla: cada cavidad es un centro de ganancias. En comparación con una herramienta de 6 cavidades, la producción por ciclo aumenta aproximadamente un 33 % mientras que el tiempo del ciclo permanece casi sin cambios.
El molde fue diseñado para 3 millones de disparos. Sin embargo, según los datos de seguimiento de H T Mould de moldes PP de pared delgada similares, 5 a 6 millones de disparos es totalmente alcanzable con un mantenimiento rutinario. Ese no es lenguaje de marketing; Se basa en la experiencia de producción real.
 Haz clic en la imagen para ver el vídeo
Haz clic en la imagen para ver el vídeo
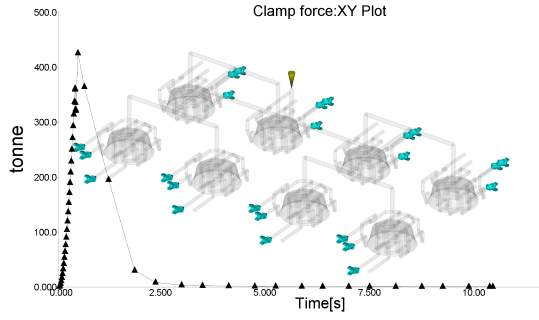
Veamos primero un conjunto de datos de producción reales (del seguimiento in situ del cliente):
| Parámetro | Valor |
|---|---|
| Posición de la carrera de inyección | 96,9 milímetros |
| Fuerza de sujeción máxima | 152,4 barras |
| Tiempo de apertura del molde | 1,79~1,80 segundos |
| Tiempo de cierre del molde | 1,56 segundos |
| Tiempo de plastificación | 2,16~2,21 segundos |
| ciclo total | 7,37 segundos |
Así es,7,37 segundos por ciclo. Uno de cada ocho, 8 productos, se fabrican en 7,37 segundos. Hagamos los cálculos:
Esa es la capacidad de producción de un molde en una prensa. En la planta del cliente, varias máquinas ejecutan este programa en paralelo, creando un fuerte efecto de escala.
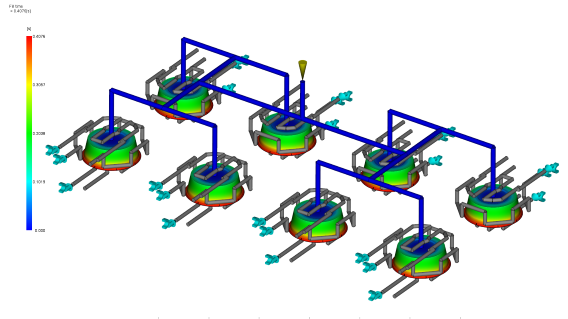
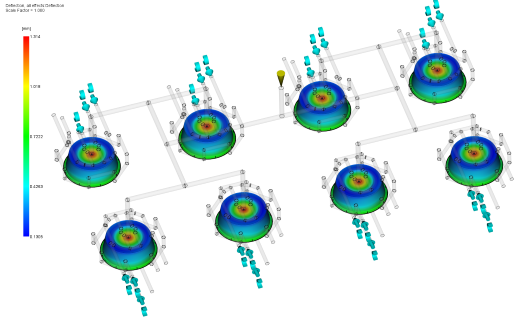
El análisis Moldflow mostró un tiempo de llenado de 0,4076 segundos, coincidiendo estrechamente con los datos de producción. El equilibrio de flujo previsto se confirmó en el taller: los datos de la posición de inyección, la posición de retención y la masa fundida residual se mantuvieron muy consistentes de una cavidad a otra. Ese nivel de equilibrio de 8 cavidades es lo que hace posible una producción de alta eficiencia.
El sistema de refrigeración era igualmente importante. Moldflow mostró una temperatura del agua de refrigeración alrededor 26,66°C, mientras que el control real del canal caliente se mantuvo estable a 299-305°C. La producción de PP de pared delgada es especialmente sensible al enfriamiento desigual y al alabeo, por lo que el molde fue diseñado para entregar una pieza estable y completamente formada directamente desde la herramienta sin remodelación secundaria.



Muchos clientes preguntan: "¿Cuánto más caros son sus moldes que los de fulano de tal?" Mi respuesta es siempre:Calcule el costo del molde por millón de moldes.
La vida útil de diseño de este conjunto de moldes es de 3 millones de moldes (en realidad, hasta más de 5 millones). ¿Cuál es el costo del molde asignado a cada producto?
Supongamos que el precio del molde es X EUR, calculado en base a 3 millones de ciclos de molde, una configuracion de 8 cavidades y una produccion total de 24 millones de productos:
Costo del molde por producto = X ÷ 24.000.000
Si un molde cuesta un 30% más por adelantado pero dura de 3 a 4 veces más que una alternativa más barata, entonces su costo por millón de inyecciones es en realidad menor. Este es un principio fundamental de H T Mould: Es mucho más económico construir el molde correctamente una vez que seguir reparando una herramienta más débil o retirarla antes de tiempo.
1. Bajo consumo de energía
Un ciclo de 7,37 segundos significa que la máquina de moldeo por inyección está funcionando en un rango de alta eficiencia. El moldeado de paredes delgadas requiere alta velocidad y alta presión, pero cuanto más corto sea el ciclo, menor será el consumo de energía por unidad de producto. Según las pruebas reales realizadas por los clientes, se producen cuatro moldes en comparación con uno de productos similares.El consumo unitario de energía cae aproximadamente un 25%..
2. Los costos de mantenimiento son controlables
Nuestro enfoque de mantenimiento es pragmático:
- a diario: Agregue aceite lubricante (5 minutos de operación, un trabajador general puede hacerlo)
- Cada 100.000 veces de molde: Revise la ranura de escape y límpiela (para evitar que se queme el aire atrapado, aproximadamente 30 minutos)
- Cada 1 millón de moldes: Verifique las boquillas calientes, los resortes, los pasadores eyectores de gas, los bloques resistentes al desgaste y otras piezas de desgaste, y reemplácelos según corresponda.
Este programa de mantenimiento es muy manejable para un molde de pared delgada. ¿Por qué? Porque el diseño deja un margen de desgaste adecuado y los componentes clave utilizan acero importado más tratamiento superficial. Los comentarios de los clientes mostraron que después de 2 millones de disparos, las boquillas calientes aún no habían sido reemplazadas; sólo había sido necesaria la limpieza y el reemplazo del anillo de sellado.
3. Tasa de rendimiento superior al 99%
Estos son los datos de producción reales del cliente. Según la tabla de registros, la fuerza de sujeción es estable en 152,1~152,4 bar, el tiempo del ciclo fluctúa sólo ±0,01 segundos y los parámetros de cada cavidad son consistentes. Una tasa baja de defectos significa:
- Menos costos de chatarra (el material PP no es barato)
- Reducir los costes de clasificación manual.
- Menos riesgo de quejas y devoluciones de los clientes.
4. Adaptación automatizada
El molde está diseñado con un pasador expulsor de aire y un bloque resistente al desgaste, que se puede retirar automáticamente con un robot. El cliente dispone de un robot in situ y el producto se retira en 1,79 segundos tras la apertura del molde, sin intervención manual. ¿Costos laborales? Casi cero, un técnico mira tres máquinas.
Hagamos un cálculo financiero conservador (basado en datos reales del cliente):
| Artículo | Valor | Notas |
|---|---|---|
| Partes por ciclo | 8 | molde de 8 cavidades |
| tiempo de ciclo | 7,37 segundos | Datos de producción medidos |
| Salida por hora | 3,904 | 3600÷7.37×8 |
| Producción diaria (22h) | 85,888 | Reserva 2 horas para cambio/mantenimiento de molde |
| Producción mensual (26d) | 2,233,088 | |
| Producción anual (11 meses) | 24,564,000 | Espere 1 mes para revisión/vacaciones |
| Precio de venta por unidad (ejemplo) | 0,0024 EUR | El precio de mercado de la carcasa inferior de la caja de embalaje de paredes delgadas es de aproximadamente 0,0125-0,0031 EUR. |
| Ingresos por ventas anuales | Alrededor de 57.874,06 EUR | |
| Costo del material (alrededor del 60%) | 34.755,89 EUR | |
| Tarifa de electricidad + mano de obra + mantenimiento (alrededor del 15%) | 8,65 EUR | |
| Beneficio bruto anual | Alrededor de 14.468 EUR | No incluye amortización de moldes |
Suponiendo una inversión única en el molde de 37.622 EUR, la herramienta se amortiza sola en el primer año. El beneficio neto estimado es de unos 90.292 EUR en el primer año y de unos 115.373 EUR al año a partir del segundo año.
Si el cliente alcanza los 5 millones de inyecciones, este molde podrá funcionar durante casi dos años al ritmo de producción previsto. La producción total se acercaría a los 40 millones de piezas y el beneficio bruto superaría los 752.436 EUR. Un molde, dos años, más de 752.436 EUR de beneficio bruto.
Este cliente dudó al principio. Anteriormente habían utilizado un conjunto de moldes cuatro en uno con un tiempo de ciclo de más de 9 segundos y una tasa de rendimiento de aproximadamente el 92 %. Alguien tenía que vigilar y recortar las rebabas en cada turno. Tras cambiar nuestro molde, los datos del primer mes les sorprendieron:
El jefe del cliente me dijo algo que todavía recuerdo: “Si hubiera sabido esto, no debería haber comparado precios en primer lugar y debería haberme acercado a usted directamente.”
Posteriormente, agregaron 3 juegos del mismo molde sucesivamente. Ahora funcionan cuatro juegos de moldes al mismo tiempo, produciendo más de 340.000 productos al día, que se suministran a tres fábricas de envasado de alimentos, y la demanda supera la oferta.
He estado vendiendo moldes durante muchos años y he visto a demasiada gente gastar su energía en "regatear". Pero, de hecho, el precio del molde representa una pequeña proporción de todo el ciclo de vida del proyecto. Lo que realmente afecta tu dinero son estas cosas:
El molde PP de pared delgada y 8 cavidades de H T Mould no es la opción más barata, pero está diseñado para ser el más rentable. Tres millones de disparos es un objetivo conservador, mientras que entre 5 y 6 millones de disparos es realista en condiciones de mantenimiento normal. Podemos proporcionar propuestas técnicas, informes de flujo de moldes y datos operativos reales de los sitios de los clientes. Le invitamos a visitar nuestra planta o revisar los registros de producción usted mismo.
Un buen molde no sólo cuesta dinero; gana dinero.
H T Mould Ingeniero de ventas