— H T Mould Diseño y producción de moldes de larga duración de 8 cavidades
Hola, soy ingeniero en H T Mould. Aquí hay un proyecto reciente: un molde de inyección para una tapa transparente PS en una bandeja de chocolate. La herramienta tiene 8 cavidades en poliestireno transparente, con altas exigencias en cuanto a estética, precisión dimensional y rendimiento. Después de casi un año en producción, funciona de manera constante con un rendimiento superior al 98,5% y una vida útil esperada de 5 a 6 millones de disparos. A continuación se incluyen notas sobre diseño, construcción, puesta en servicio y mantenimiento.

La tapa debe lucir de primera calidad: sin líneas de flujo obvias, burbujas, rayas plateadas ni fregadero. El desmolde y la consistencia del tamaño son importantes. Clear PS fluye bien pero es sensible a la temperatura y propenso al estrés. Las puertas, el enfriamiento y la ventilación necesitan un diseño cuidadoso.
Seleccionamos un diseño de canal caliente de 8 cavidades con colocación simétrica de boquillas para equilibrar el llenado.
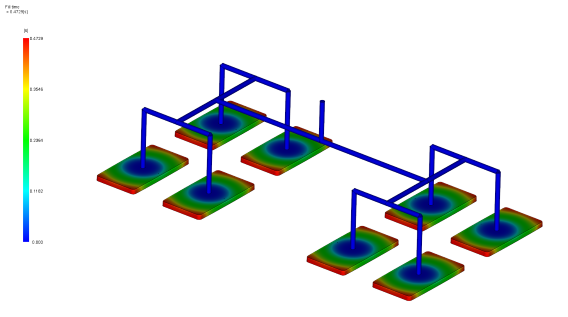


Durante el diseño simulamos el llenado y el enfriamiento. Cifras clave:
| Elemento de análisis | Valor | Nota |
|---|---|---|
| tiempo de llenado | 0,4729 s | Relleno equilibrado, sin grandes marcas de flujo. |
| Temperatura del refrigerante | 26,30 ºC | Aumento ≤1,3 °C, incluso enfriamiento |
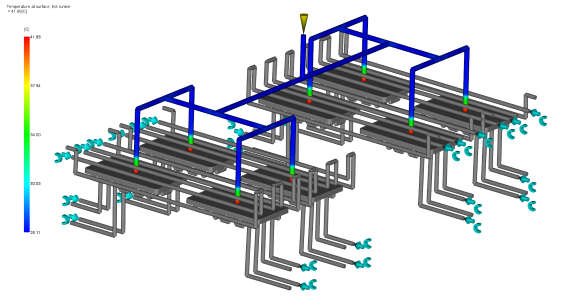
| Temperatura de la piel del canal caliente. | 41,88 ºC | Estable |
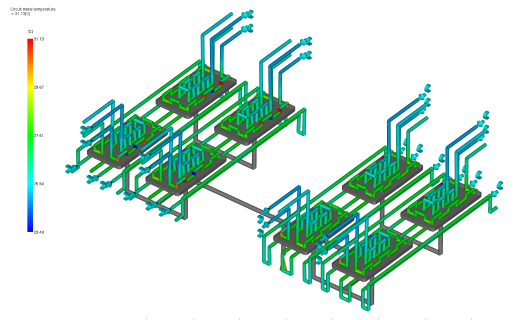
| Temperatura del metal de la cavidad | 31,73 ºC | Bajo estrés, mínima distorsión. |
A partir de esos resultados, dimensionamos las líneas de agua y utilizamos conceptos de enfriamiento conforme para lograr consistencia entre cavidades.
Garantía 3 millones de disparos; 5 a 6 millones en servicio normal. Eso impulsa el acero, el tratamiento térmico y el diseño.
Marco y cavidades: base de molde de calidad (por ejemplo, clase S50C); Cavidades/núcleos en acero para herramientas de primera calidad, tratado térmicamente al vacío según HRC 48–52 contra desgaste y fatiga. Componentes calientes en calidades para trabajo en caliente.
Desfogue: realice el mantenimiento cada ~100.000 disparos; los insertos de ventilación son extraíbles; Profundidad de la ranura de 0,02 a 0,03 mm para ventilar el gas sin rebabas.
Piezas de desgaste: Cada ~1 millón de disparos inspecciona boquillas, resortes, pasadores de aire y placas de desgaste. Los resortes son marcas de calidad, compresión dentro de ~30%. La expulsión asistida por aire evita el blanqueamiento de las piezas transparentes.
Cuidado diario: Puntos de lubricación centralizados y lubricación automática opcional para simplificar el trabajo del operador.
| Parámetro | Actual |
|---|---|
| tiempo de inyección | 0,55 segundos |
| Posición final de inyección | 107,7–107,8 mm |
| Posición de entrega del paquete | 37,8–38,2 mm |
| Almohadón | 37,4–37,6 mm |
| Posición de recuperación | 101,2–101,3 mm |
| tiempo de recuperación | 3,63–3,77 s |
| Tiempo de apertura del molde | ~3,18 segundos |
| Tiempo de cierre del molde | 1,77 segundos |
| Ciclo general | 14,01-14,14 segundos |
| Temperatura | Valor |
|---|---|
| Barril | 255–260°C |
| corredor caliente | 240–260°C |
| Agua de enfriamiento del molde | 26,3 ºC |
Los parámetros se mantienen ajustados, lo que se debe a la construcción del molde y al estado de la máquina.
| Asunto | Causa | Arreglar |
|---|---|---|
| Marcas de flujo en parte transparente. | Puerta pequeña, se llena demasiado rápido | Ampliar puerta; velocidad de inyección del perfil |
| Corto en una cavidad | Desequilibrio del canal caliente | Volver a ajustar temperaturas y puertas; Distribución de peso ≤0,5% |
| Ventilación después de carreras largas | Carbono en los respiraderos | Limpie las rejillas de ventilación cada ~100.000 disparos |
| Intervalo | Trabajar |
|---|---|
| A diario | Portaobjetos lubricantes; comprobar el agua; inspeccionar piezas |
| ~100.000 disparos | Limpiar los respiraderos; comprobar pasadores/deslizadores/guías |
| ~1 millón de disparos | Inspeccionar las boquillas/resortes/pasadores de aire/placas de desgaste; circuitos de lavado |
En disparos de 3M, la herramienta todavía era fuerte; 5–6M es realista con este plan.
| Artículo | Molde típico | H T Mould |
|---|---|---|
| Vida | 1 a 2 millones de disparos | 5 a 6 millones de disparos |
| Rendimiento | 95% | ≥98.5% |
| Mantenimiento | Alto | Inferior (piezas de desgaste modulares) |
| tiempo de enfriamiento | Base | ~15% más corto |
El molde ha pasado más de 2 millones de disparos con un rendimiento de ~98,5 %, un ciclo de ~14 s y ocho piezas por disparo: una gran producción diaria.
El éxito provino de un análisis inicial, una estructura sólida, los materiales adecuados y un mantenimiento disciplinado. La ingeniería de moldes es iterativa: los datos de campo cierran el círculo.
Para partes claras, priorice:
- Equilibrio de corredor/compuerta y control de corte
- Enfriamiento uniforme
- Ventilación fiable y limpiable
- Eyección sin blanqueamiento ni marcas testigo.
La vida no es sólo diseño: es operación y atención programada. Este patrón de mantenimiento ha funcionado bien en programas similares.
Gracias por leer, encantado de conversar con compañeros sobre herramientas y moldeado.
H T Mould — Ingeniero Zhang