A medida que se expande el mercado mundial de té listo para beber, especialmente los formatos de tazas como el té de burbujas, ha aumentado la demanda de vasos de plástico reciclables, consistentes y de alta calidad. Los vasos tradicionales suelen utilizar serigrafía o fundas retráctiles, con inconvenientes como poca resistencia al desgaste, etiquetas que se despegan y reciclabilidad limitada.
El etiquetado en molde (IML) coloca una etiqueta preimpresa en la cavidad con un robot; durante la inyección se adhiere a la masa fundida, por lo que la etiqueta se convierte en parte de la pieza. Los beneficios incluyen:
Este estuche es una taza de té de burbujas H T Mould 90700 (aproximadamente 700 ml) en un molde IML de 12 cavidades para una prensa 480T. Datos nominales:
| Artículo | Valor |
|---|---|
| Producto | 90700 taza de té de burbujas |
| Cavidades | 12 |
| Ciclo sin etiqueta | 8 segundos |
| Ciclo con IML | 10 segundos |
| Producción diaria (con IML) | Aprox. 103.680 unidades/día |
| Tamaño del molde | 720×1100×625 milímetros |
| clase de prensa | 480T |
| Temperatura del barril | 310℃ |
| Temperatura del agua de refrigeración | 18–22℃ |
| Presión del agua de refrigeración | 0,5–0,6 MPa |
Sin etiquetas el ciclo puede alcanzar los 8 s; con IML se extiende a 10 s. La brecha de 2 s es la principal compensación de ingeniería que se analiza a continuación.
La copa 90700 es un cilindro de pared delgada, pared típica de 0,45 a 0,55 mm, altura de aproximadamente 170 a 190 mm y borde de aproximadamente 90 mm. Objetivos clave:
Tamaño del molde 720×1100×625 mm, peso entre 3,8 y 4,2 t. Disposición de canal caliente más canal secundario frío con válvula (tal como está construido). Doce cavidades en 2×6, paso de aproximadamente 145 mm, ancho dentro de 1100 mm.
Aspectos destacados del diseño:
Diseño general del flujo del molde para la herramienta de 12 cavidades
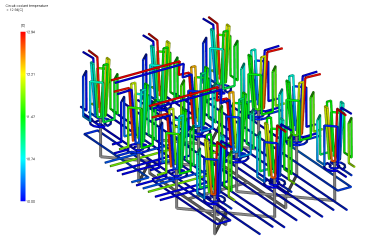
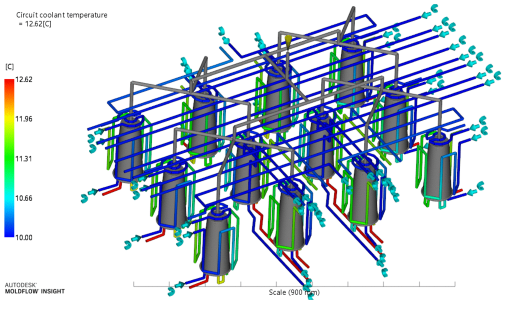
Con un ciclo ajustado (10 s incluido el etiquetado), el enfriamiento es fundamental. Núcleo: canales conformes helicoidales; Cavidad: circuitos anulares de doble nivel.
Puertos de conexión rápida, 0,5–0,6 MPa de agua, 18–22 ℃.
Moldflow verificación: en un ciclo de 10 s, la temperatura máxima de la pieza en el momento de la expulsión es de aproximadamente 55 a 65 ℃, sin riesgo de que se pegue.
Análisis del circuito de refrigeración de núcleo/cavidad.
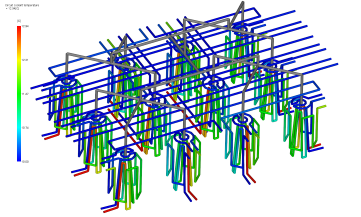
Efectividad del enfriamiento conforme helicoidal
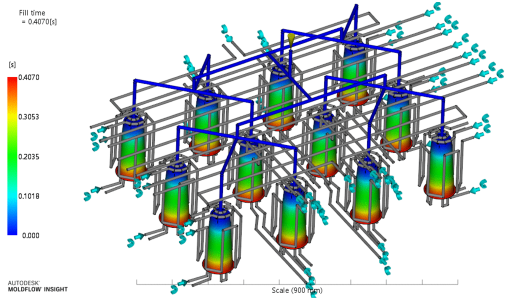
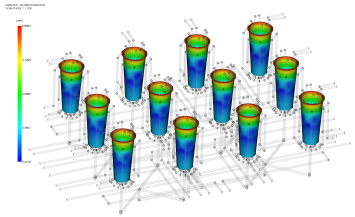
Análisis de llenado
Simulación de llenado equilibrado de 12 cavidades
| Fase | Sin etiqueta(s) | Con IML (s) | Razón de la diferencia |
|---|---|---|---|
| Cierre del molde | 1.2 | 1.2 | Mismo |
| Inyectar + empacar | 1.8 | 1.8 | Mismo |
| Cool (incl. parte del paquete) | 3.5 | 4.5 | Barrera térmica de etiqueta +1.0 |
| molde abierto | 0.8 | 0.8 | Mismo |
| Expulsar + sacar | 0.7 | 0.7 | Mismo |
| Colocación de etiquetas | — | 1.0 | +1.0 robot recoge, coloca y aspira |
| Total | 8.0 | 10.0 | +2.0 |
De los 2 s adicionales con IML, aproximadamente 1 s es la colocación de la etiqueta y aproximadamente 1 s se agrega enfriamiento porque la etiqueta aísla la masa fundida del acero.
Sin una etiqueta, PP entra en contacto directo con el acero (alta conductividad), el calor se mueve rápidamente a los canales y la pared delgada se llena rápidamente para empaquetar y enfriar.
La película IML (a menudo PP o PE, 40–80 μm) tiene una conductividad térmica de solo alrededor de 0,2–0,3 W/m·K, una capa aislante entre la masa fundida y el molde. La eficiencia de refrigeración cae aproximadamente entre un 30% y un 40%.
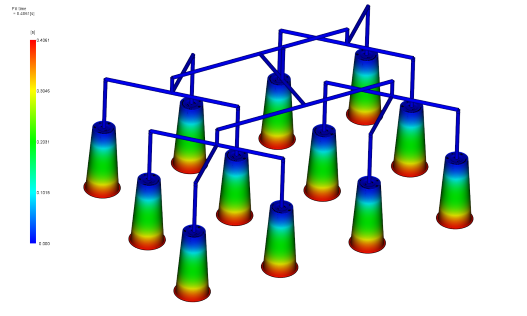
Análisis de enfriamiento

Campo de temperatura de la pieza después del etiquetado en el molde
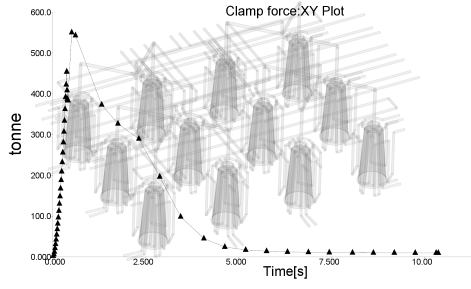
Área proyectada por cavidad (incl. corredor) aproximadamente 95 cm²; 12 cavidades de unos 1140 cm². A una presión promedio en la cavidad de 30 a 40 MPa para PP:
F = 1140 × 35 / 10 ≈ 399t
480T es adecuado con margen.
El ancho del molde de 1100 mm requiere una separación entre columnas ≥ 1100 mm. Este proyecto utilizó un 480T doméstico con un espaciado de 1200×1000 mm, verificado en servicio.

Diseño de cavidades y análisis estructural.
Etiquetas: película PP de 50 μm, huecograbado de 6 colores más revestimiento antiestático; Servo robot de tres ejes, 12 ventosas independientes, colocación ±0,1 mm.
Análisis de alabeo y dimensiones.
| elemento de costo | Tarifa unitaria | Diario (EUR) | Por pieza (EUR) |
|---|---|---|---|
| PP resina (15 g/pz) | 1,07 EUR/kg | 1,658 | 0,016 |
| Etiqueta en molde | 0,01 EUR/unidad | 1,04 | 0,01 |
| Electricidad (90 kW en total) | 0,1003 EUR/kWh | 0,2167 | 0,0021 |
| Mano de obra (2 personas, 3 turnos) | 37,62/persona/turno | 0,2257 | 0,0022 |
| Depreciación del molde (5 años) | Molde 43,89k EUR | 24,08 | 0,0002 |
| Mantenimiento/consumibles | — | 62,7 | 0,0006 |
| Total | — | 3,227 | 0,0312 |
Precio de venta entre 0,35 y 0,0564 EUR/pc, margen bruto entre 29 y 45 %, recuperación de la inversión entre 8 y 12 meses.
La penalización de +2 s IML se divide en ~1 s por manipulación de etiquetas y ~1 s por enfriamiento a través de la etiqueta, un costo inherente de IML. El ancho del molde de 1100 mm necesita una máquina de columnas anchas. La temperatura de fusión entre 240 y 260 ℃ suele ser más segura en la producción.
IML es un sistema: el molde, el robot, el alimentador de etiquetas y la prensa deben ponerse en marcha juntos, no atornillados por partes.
Vídeo de producción:

Haga clic en la imagen para abrir el vídeo YouTube.
Posdata: Datos anonimizados de un caso de producción real. Agradecemos la discusión sobre optimización de enfriamiento, control estático de etiquetas y cambio rápido de molde.